ABSの切削加工手順
(マシニング加工)
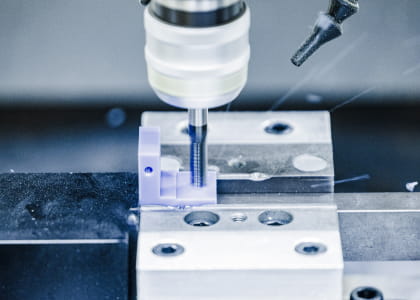
一例として、左の加工品を製作する場合の手順をご紹介します。
ABS φ161 x 5t マシニング加工





ABS樹脂は大きな欠点がないプラスチックのため用途は広く、電気製品等の外装や、金属の代替品としてもよく使用されています。
軽くて強度があり、切削性も良いため試作品で使用されることも多い材質です。
このページではABS樹脂の加工方法や当社での加工事例、特徴や用途についてご紹介します。
ABS樹脂とは汎用プラスチックの一つでアクリロニトリル(Acrylonitrile)、ブタジエン(Butadiene)、スチレン(Styrene)の共重合合成樹脂の総称であり、分類上はスチロール系樹脂の一つです。ABS樹脂は汎用樹脂の中では、ポピュラーな材質で光沢があり外観が綺麗に見えるため、電気製品等の外装に多く使用されています。軽くて強く、機械的性質はバランスが取れており、成形性も優れていて、印刷特性も良い材料です。
OA機器、自動車部品(内外装品)、ゲーム機、建築部材、電気製品 など
プラポートでは工作機械を使用した切削加工でABSの各種部品を受注製作しています。
切削加工とは、ドリルやエンドミルなどの工具を使用して表面を削ったり、穴をあけたりして必要なサイズ、形状に成形する加工方法です。金型が必要ないため、低コストで1個から精密部品を製作することができます。
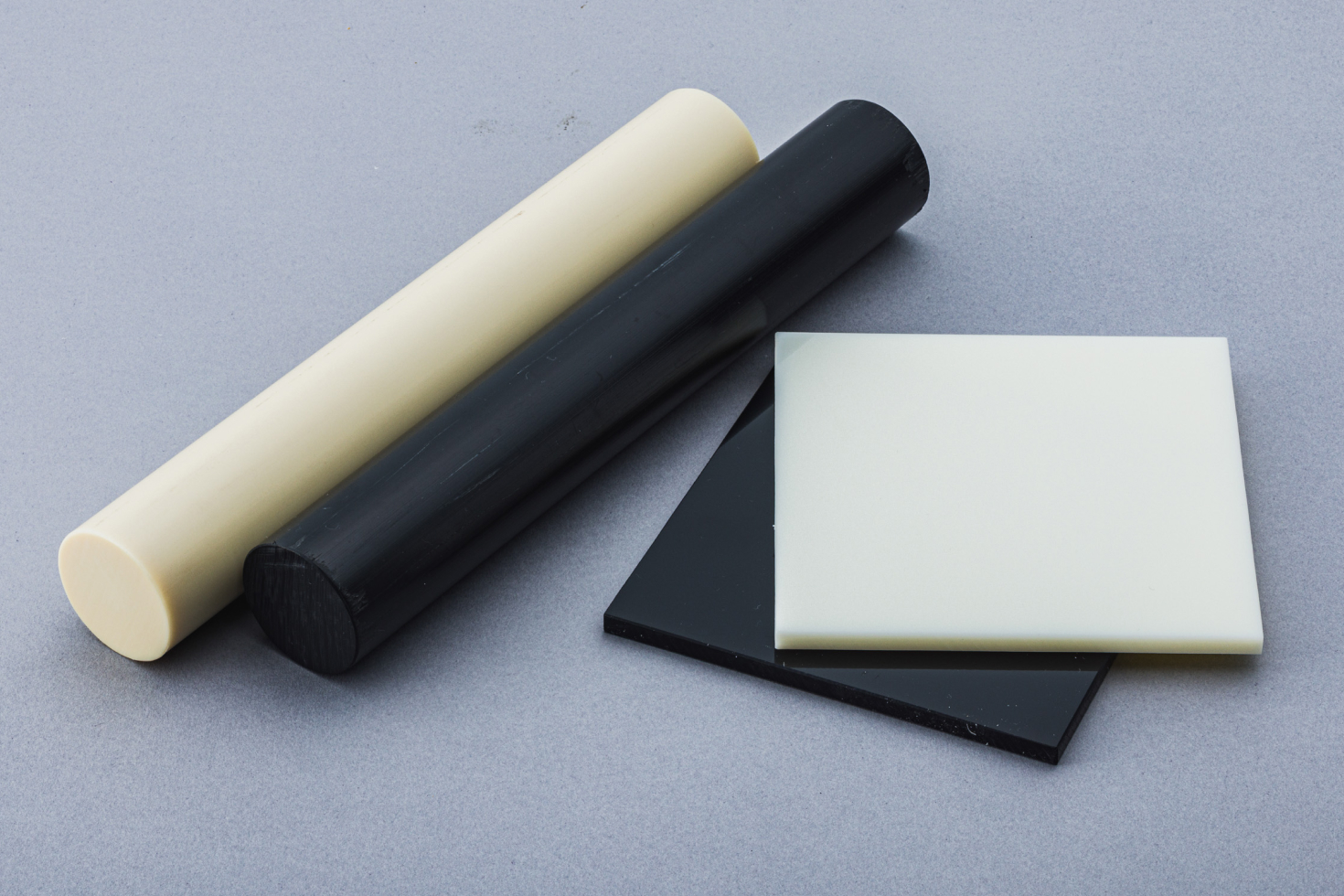
ABSの各種加工では、板・丸棒の形状に成形された材料を使用します。
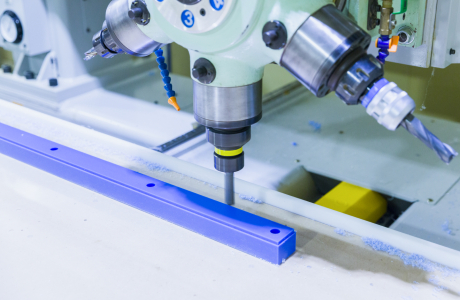
マシニング加工では主に板・ブロックを材料としています。
材料を固定し、工具を動かして表面を削ったり穴をあけたりすることで精密部品を製作します。
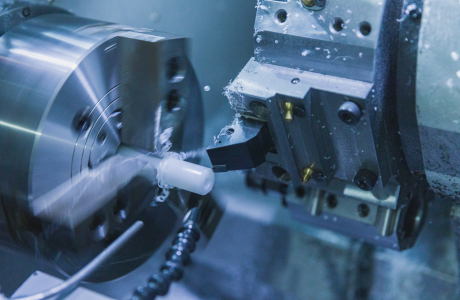
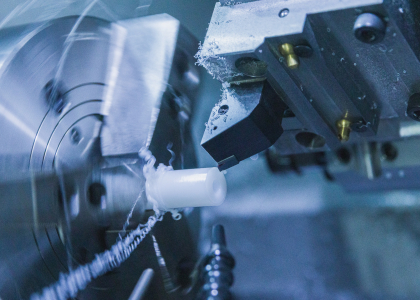
旋盤加工では主に丸棒の材料を使用します。
回転させた材料に工具を当てることで形を削っていきます。
動画内で使用している材料はMCナイロンです
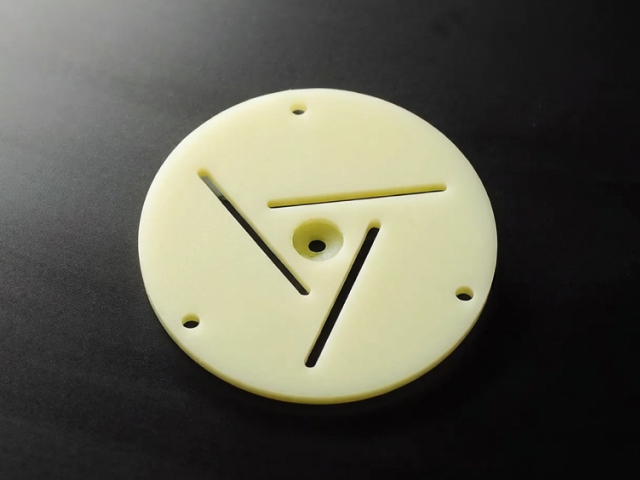
一例として、左の加工品を製作する場合の手順をご紹介します。
ABS φ161 x 5t マシニング加工
加工する製品の図面を基にNCデータを用意します。
この時点で加工に使用する工具、工具の動く方向、速度、回転数などの加工条件を設定します。
この製品の厚みは5mmの素材厚を使用していますので、板厚5mmのABSの板材(ブロック材)を用意します。
加工代を考慮して少し大きめの幅・長さ(166×166程度)にカットしたものが材料となります。
材料をマシニングセンタにセットし、NCデータ通りに切削加工を行います。
マシニングセンタには「ATC」と呼ばれる自動工具交換装置が付いているので、設定したNCデータに応じて工具を自動で交換します。
加工後はバリを排除したり、面取り指示がある場合はそれに応じた仕上げを行います。
最後に寸法、穴径などが正しく加工できているか検査を行います。
ABS φ161x5t
マシニング加工
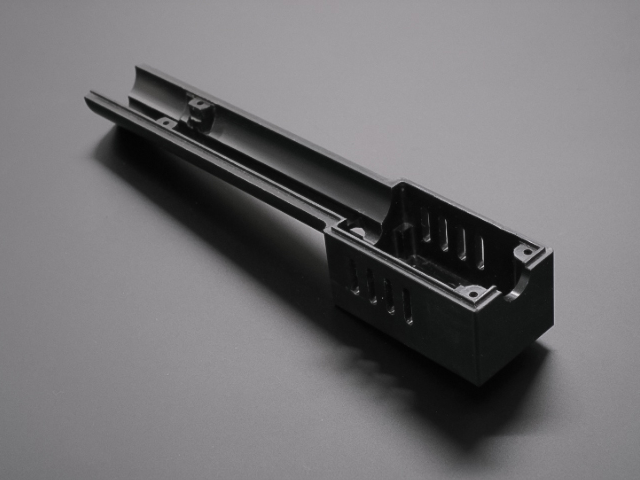
ABS黒 157x31x26
マシニング加工

ABS 87x56x24.5(右)
マシニング加工

ABS 88x114
マシニング加工

ABS 25.8x26.2x11.1
マシニング加工
弊社の加工機械の加工範囲と注意事項は加工方法の各ページからご覧になれます。
最大の材料サイズは厚みによって異なりますので、規格サイズ表をご参考ください。
形状、サイズによっては加工対応できかねる場合がございます。まずはお気軽にお問い合わせください。
株式会社プラポートは創業30年のプラスチック加工メーカーです。
幅広い樹脂の切削加工に対応しており、FA装置を始めとする様々な機械に使用される樹脂部品を、
月間1万個以上生産しています。PDF図面のお見積りは最短10分以内で回答致します。
ABS樹脂加工だけでなく、プラスチック部品のコストダウンや金属部品の樹脂化など、
プラスチック加工のことならプラポートにご相談ください!
| 板厚 | 幅×長さ (単位:mm) |
|---|---|
| t1 ~ t8 | 1000×2000 |
| t10 ~ t30 | 500×1000、1000×2000 |
| t35 | 500×1000 |
| t40、t50 | 500×1000、1000×2000 |
| t60、t70、t80、t100 | 500×1000 |
| 板厚 | 幅×長さ (単位:mm) |
|---|---|
| t1 ~ t8 | 1000×2000 |
| t10 ~ t50 | 500×1000 |

プラポートでは、DX FACTORYの工場見学を随時受け付けています。
実際の現場で、自動化やDXの仕組み、ものづくりの裏側をご覧いただけます。
また、樹脂加工や試作・量産に関する無料お見積もりのご依頼も承っております。
「この素材で加工できるか」「納期はどのくらいか」など、
ちょっとしたご相談でもお気軽にお問い合わせください。
 Automation
Automation
 Processing
Processing

 Human resources
Human resources
 Automation
Automation

 Processing
Processing
 Human resources
Human resources